-

济南联恒机械有限公司
主营:磨床,镜面金属加工设备,滚压刀,抛光机,研磨机,光整设备 - 13181711789

济南联恒机械有限公司
主营:磨床,镜面金属加工设备,滚压刀,抛光机,研磨机,光整设备 9
9
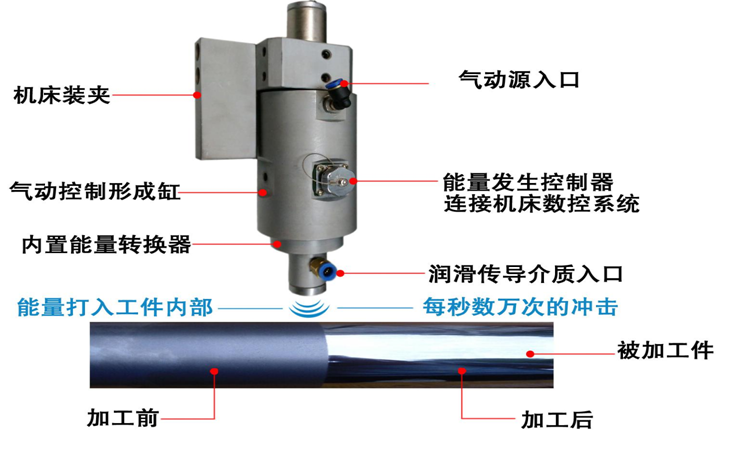
山东联恒机械有限公司电话:4000983608,李先生: 产品:高能束**机床、车磨复合刀架、金属表面加工,金属镜面加工,振动车削,振动钻铣,内外圆磨床,镜面抛光机;改善传统工艺、大大提高效益、以车代磨,车磨一体,效率快、效果好、价格低、操作简单、维修方便、配件便宜、性能优越、性价比高;
1:不锈钢镜面抛光,就是可以抵达跟镜子一样的光亮度,才调叫镜面抛光。
2:镜面抛光的工序一般分为4步
a: 粗抛光: 一般用千叶轮加砂蜡
b:中抛光:一般选用麻轮加紫蜡或许红蜡
c:精抛光:一般选用布轮加地蜡或许绿蜡
d:镜面光:一般选用漂白布轮加镜光小地蜡
3:依照上面的抛光工序抛光不锈钢罐子的话,确保可以抵达你想要的效果。
4:网上有的说用电解抛光,是达不到镜面效果的。
5:联恒光抛光资料,**抵达镜面抛光效果。
什么是镜面抛光,如何不锈钢镜面抛光
镜面抛光直接取决于亮光度的凹凸,直接解译为像镜面一样亮光,Ra0.2以劣等
镜面抛光分红机械镜面抛光和化学溶液镜面抛光。
机械镜面抛光是在金属资料上经过磨光工序(粗磨、细磨)和抛光工序然后抵达平整、亮光似镜面般的表面。
化学溶液镜面抛光是运用化学溶液进行浸泡,去掉表面氧化皮然后抵达亮光效果。
机械镜面抛光
机械镜面抛光是在金属资料上经过磨光工序(粗磨、细磨)和抛光工序(WENDT三步抛光)然后抵达平整、亮光似镜面般的表面。
一、磨光工序
磨光的目的是为了获得平整光滑的磨面。此刻磨面上还留有较细而均匀的磨痕。磨光分为粗磨和细磨两种。
1.粗磨 粗磨是将粗糙的表面和不规则外形批改成形。
2.细磨 经过粗磨后金属表面尚有很深的磨痕,需要在细磨中消除,为抛光做准备。
二、表面抛光工序
抛光工序是为了获得亮光似镜的表面加工进程。大都选用抛光轮来重复磨光后的零件表面上较微小的不平,通用于镀层表面的润饰。
抛光是镀层表面或零件表面毕竟—道工序,其目的是要消除在磨光工序后还残留在表面上的纤细磨痕。志趣的抛光面应该是平整、亮光、无痕、天浮雕、无坑、无金属打乱层的似镜面情况的表面。经过磨光与抛光后的磨面改动。
影响抛光系列:
亮光度加工出来的好坏直接影响齿轮的精度,一般影响剃齿亮光度的要素有如下几种:
1 剃前齿轮精度对剃齿后加工的精度影响非常大,一般情况剃前对齿轮精度请求应该是比剃齿后低一级,并且对齿距的请求比较高,因为剃齿因为机床没有传动链不是强逼传动,对批改齿距的累积差错的才调比较差,所以一般情况下,剃前工序尽可能的选用滚齿而不选用插齿.
2 留剃余量应当恰当.留剃余量过小,精度达不到请求,可是余量过大,又影响了剃齿的功率.有人做过试验, M4.5的齿轮,相对来说0.18mm--0.22mm较适宜。在剃前工序精度做得比较好的情况下可以减小留剃的余量。
3 剃齿的切削用量对亮光度影响也很大。一般来说合理的速度是90—110米/分,合理的走刀是70-120毫米/分,光整行程6-8次较为适宜。
4 剃齿发生的齿形差错也影响亮光度。经过实习加工履历可知,刀具是精确的渐开线,剃后的齿轮不容易得到精确的渐开线,是有差错的。相对来说用直齿剃刀加工斜齿轮,差错比用斜齿剃刀加工斜齿轮要小(确保轴交角在10-15度的前提下)。因为现在还无法计算出剃齿差错的大小,所以一般齿形需要做不断的批改,然后抵达精确的请求。
济南联恒机械限公司产品质量可靠,价格公平,所有产品都是经过严格检测之后出厂的!当中小企业与我公司签订订单后,您需要注意我司*的付款方式为现金交易;银行转账,临时有变动的情况下,我们会及时与您取得联系。
咨询电话:0531-85893796 传真:0531-85893796 欢迎您的来函来电!
本文章关键词:镜面抛光机,振动研磨抛光机,不锈钢抛光机,外圆自动抛光机,抛光机,抛光机价格,抛光机厂家,抛光机型号